Precision-engineered equipment for mining, construction, and agriculture.
Driving efficiency in the backbone of industrial logistics.
In the modern industrial era, material handlers are no longer just simple lifting tools; they are the central nervous system of global logistics, port operations, and recycling infrastructures. As international trade continues to surge, the demand for efficient, high-capacity, and "smart" material handling systems has reached an all-time high. From the bustling ports of Rotterdam to the vast mining pits in Western Australia, the need for reliable machinery that can withstand 24/7 operation is paramount.
The current global business landscape is witnessing a massive transition toward automation and sustainability. Large-scale industrial enterprises are shifting away from traditional fossil-fuel-dependent machinery toward electric and hybrid material handlers. This is driven by both environmental regulations (ESG goals) and the long-term cost-efficiency of electric powertrains.

Since 1995, pioneering the future of excavating and handling machinery.
Founded in 1995, Guangzhou Mintrix Excavator Co., Ltd. began specializing in producing excavating machinery in 2003. We currently have an annual production capacity of nearly 20,000 units, offering a range of products that includes medium and small wheel excavators, small crawler excavators, our patented wheel-crawler integrated excavators, dump trucks, and skid steer loaders. Our brands, RHINOCEROS, XINIU, and Kenstone, are synonymous with innovation and quality.
We employ over 600 skilled workers, including a dedicated R&D team divided into 9 specialized groups. Each focuses on developing and improving different models to meet international market needs. For example, in 2014, we were the first to create and produce the first single-cylinder micro excavator in China.

How AI and Green Technology are reshaping the market.
Next-generation machine vision allows for precision recycling and material recovery, reducing human error and increasing throughput by up to 40%.
Zero-emission operation for urban construction and indoor logistics. Our R&D teams are focusing on high-density lithium-ion battery integration.
Global buyers now demand real-time monitoring. Our machines come equipped with GPS and diagnostic sensors for predictive maintenance.
The strategic advantage of integrated supply chains and rapid innovation.
As a leading China Material Handler Manufacturer, we offer more than just competitive pricing. The true value lies in our Integrated Supply Chain Ecosystem. China’s manufacturing hubs allow for rapid prototyping—what takes months in other regions, we accomplish in weeks. This agility allows us to respond to market demands, such as our 2014 breakthrough with the single-cylinder micro excavator.
Our commitment to quality is backed by global certifications: ISO quality management, environmental management, occupational health, and the EU CE certification. We are recognized as a "High-tech enterprise" and a "Provincial manufacturing single champion." This level of trustworthiness ensures that our global partners—from Europe to South America—receive machinery that performs under the most grueling conditions.
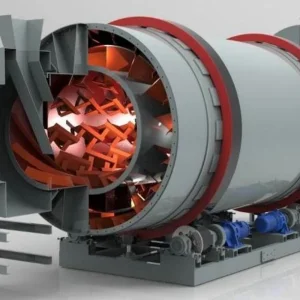
Localization is another key strength. We don't just sell a machine; we provide a solution tailored to regional needs. Whether it's a "low noise sand drying machine" for urban construction in dense cities or "heavy-duty ropeways" for remote mining sites, our products are engineered for the environment they serve.
Complete systems for poultry, grain, milling, and urban construction.
Certified excellence for peace of mind.
Since 2010, our expansion into international trade has been driven by a "Client-First" philosophy. By 2023, our annual foreign trade sales reached $70 million. This growth is not accidental; it is the result of consistent participation in international engineering machinery exhibitions such as the Canton Fair and Bauma in Germany. Our technical sales team travels globally to gather first-hand market demand info, ensuring our products exceed expectations in Europe, the United States, Southeast Asia, and Africa.
Our company has obtained certifications for quality management, environmental management, occupational health and safety management, and energy management systems. We have also earned the DCMM (Level 2) certification, marking our authority in data management and manufacturing digitalization. When you choose Mintrix, you are choosing a partner recognized as a "Provincial Gazelle Enterprise"—fast-growing, innovative, and built to last.